- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Krimpovacie konektory
V Číne Xiamen Hongyu Intelligent Technology Co., Ltd. podporuje prispôsobenie štandardných/neštandardných častí krimpovacích konektorov a má viac ako 17 rokov profesionálnej technológie v oblasti dizajnu hardvérových foriem a výroby lisovacích produktov. Minimálna hrúbka spracovania krimpovacích konektorov môže dosiahnuť 0,08 mm, s vynikajúcim spracovaním a bez otrepov.
Odoslať dopyt
Popis produktu
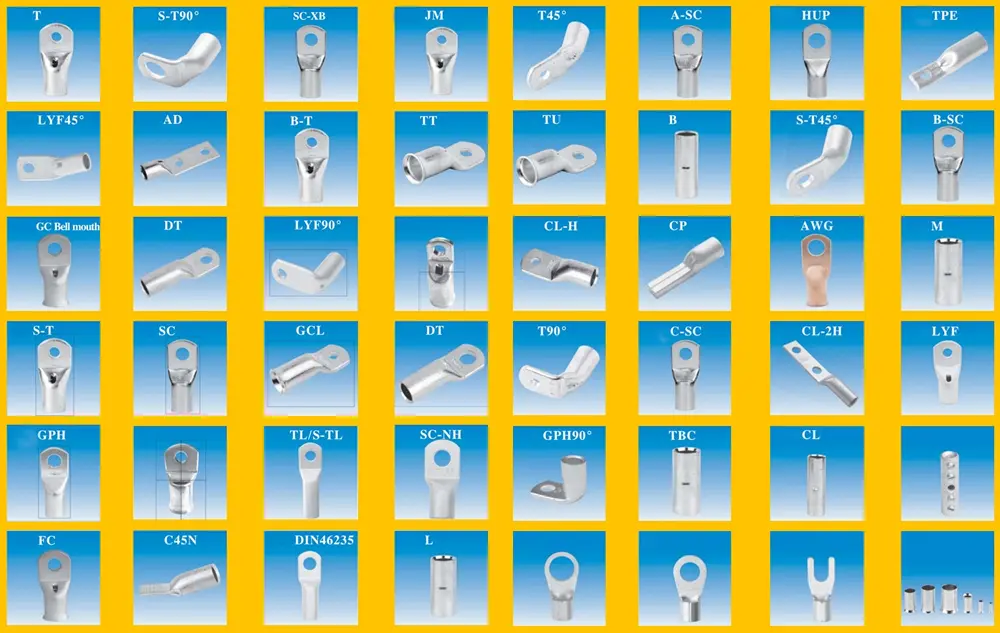
Krimpovacie konektory sú profesionálny komponent navrhnutý spoločnosťou Xiamen Hongyu Intelligent Technology špeciálne pre krimpovacie pripojenie vodičov a svoriek. Vďaka vysoko vodivým materiálom a presným štruktúram vyriešil problémy so spoľahlivosťou spojenia pri výrobe káblových zväzkov. Tento produkt je spoľahlivou voľbou pre zahraničných zákazníkov, ktorí potrebujú komponenty elektrického pripojenia. Ako dodávateľ v oblasti spracovania kovov a elektrických spojov vieme zákazníkom poskytnúť vysokokvalitné produkty a služby na uľahčenie zapojenia okruhov.
kontrola stavu ráfika
Kvalita krimpovania hardvérových terminálov razenia je kľúčovým faktorom pri zabezpečovaní konečného výkonu prepojenia. Či sú poškodené časti na lisovanie svoriek, či sú diely na lisovanie svoriek ohnuté, či je izolačná vrstva vo vnútri okienka svorkovnice neporušená, ale oblasť krimpovania vodiča nie je izolovaná, či je vodič prepichnutý v oblasti krimpovania izolačnej vrstvy, či je krimpovanie hrán správne, či je kefa viditeľná po zlisovaní otvorov pre vodiče, či je kefka umiestnená v bode zlisovania izolácie a či je kefka umiestnená v mieste zlisovania a či je v mieste pripojenia nameraná hodnota je v rozsahu tolerancie, môže tiež určiť, či je stav krimpovania dobrý.
Je potrebné skontrolovať, či sú hardvérové svorky lisovania správne zalisované. Či už ide o ručné krimpovanie alebo strojové krimpovanie, každé miesto pripojenia je potrebné dôkladne skontrolovať. Nesprávne krimpovanie môže výrazne skrátiť životnosť krimpovaných konektorov a dokonca spôsobiť bezpečnostné riziká.
Vzhľadom na rôzne tolerancie priemeru drôtu pre každý typ konektora a špecifikáciu možno ako referenčný index použiť meranie hrúbky v bode krimpovania priemeru drôtu. Nevhodný priemer drôtu nielenže skracuje životnosť, ale môže viesť aj k nestabilným spojom, rýchlemu odpojeniu a v konečnom dôsledku spôsobiť straty.
Technológia spracovania
Hlavné materiály lisovacích hardvérových terminálov sú väčšinou mosadz H62, bez špeciálnych požiadaviek. Materiály bubnových pružín s korunkovou pružinou sú väčšinou berýliová meď. Nie všetky materiály sú vhodné na pozlátenie. Preto sa pred pozlátením najprv pokovuje vrstva niklu, aby sa zabezpečil efekt pozlátenia. Konvenčné špecifikácie pre pokovovanie zlatom na báze niklu sú, že hrúbka vrstvy niklu je 50 až 80 μm, hrúbka vrstvy zlata je ≥ 2 μm a rýdzosť použitého zlata je ≥ 99,8 %. Nakoniec naneste pevný ochranný film; Povrch produktu by mal byť hladký, bez oxidácie, aby sa zabezpečila praktickosť, a bez otrepov, aby sa zabránilo uvoľneniu produktu v dôsledku nestlačených medzier. Aby sa zabezpečila kvalita produktu, na hardvéri by nemali byť žiadne stopy po nástrojoch, stopy po zovretí alebo ostré hrany. Máme požiadavky na vysokú presnosť kvality a nešpecifikujeme toleranciu ±0,02.
Špecifikácia galvanického pokovovania
|
Produkt |
Krimpovacie konektory |
|
Požiadavky na vzhľad |
Bez oxidácie, žltnutia, sčernania, modrania, fialovia, háčikov, nerovných nôh alebo iných defektov. |
|
Výkon pokovovania |
Plná niklová základňa: 50-80 μ". Pozlátenie: 1 μ". Meracie body na oboch stranách: 3 mm. |
|
Odolnosť voči vysokej teplote |
Musí vydržať 260 °C po dobu 5 sekúnd bez zmeny farby, sčernenia, zožltnutia, pľuzgierov alebo odlupovania. |
|
Test spájkovateľnosti |
Pokrytie spájkou musí byť nad 95 %. |
|
Test soľným sprejom |
Testované s 5% roztokom soli pri 35°C počas 24 hodín. Nie je povolená žiadna oxidácia, sčernanie alebo iné chyby. |
|
Test priľnavosti (test odlupovania) |
Žiadne odlupovanie povlaku na zakrivených povrchoch. |
|
Súlad so životným prostredím |
Všetky pokovovanie musia spĺňať ekologické environmentálne požiadavky ROHS. |
|
Pokovovanie kritických oblastí |
Všetky meracie body a určené meracie povrchy musia byť pokovované podľa špecifikácií (tieto oblasti sú kritické pre spájkovateľnosť a vodivosť). |
Hot Tags: Konektory krimpovania, Čína, výrobcovia, dodávatelia, továreň, citácie, kvalita
Štítok produktu
Súvisiaca kategória
Lisovanie hliníka
Lisovanie mosadzných dielov
Lisovanie dielov z nehrdzavejúcej ocele
Lisovanie dielov Inconel
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.