- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






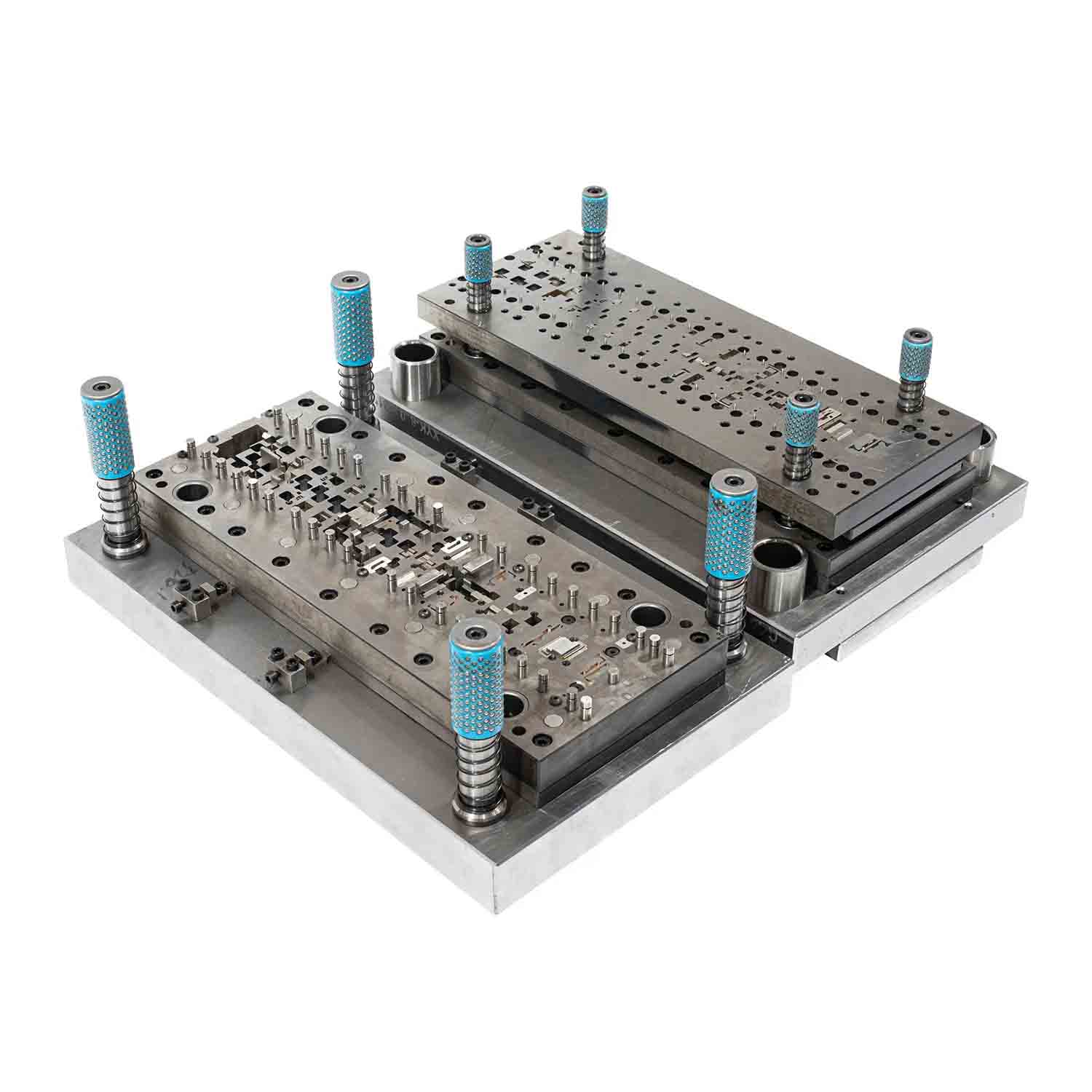
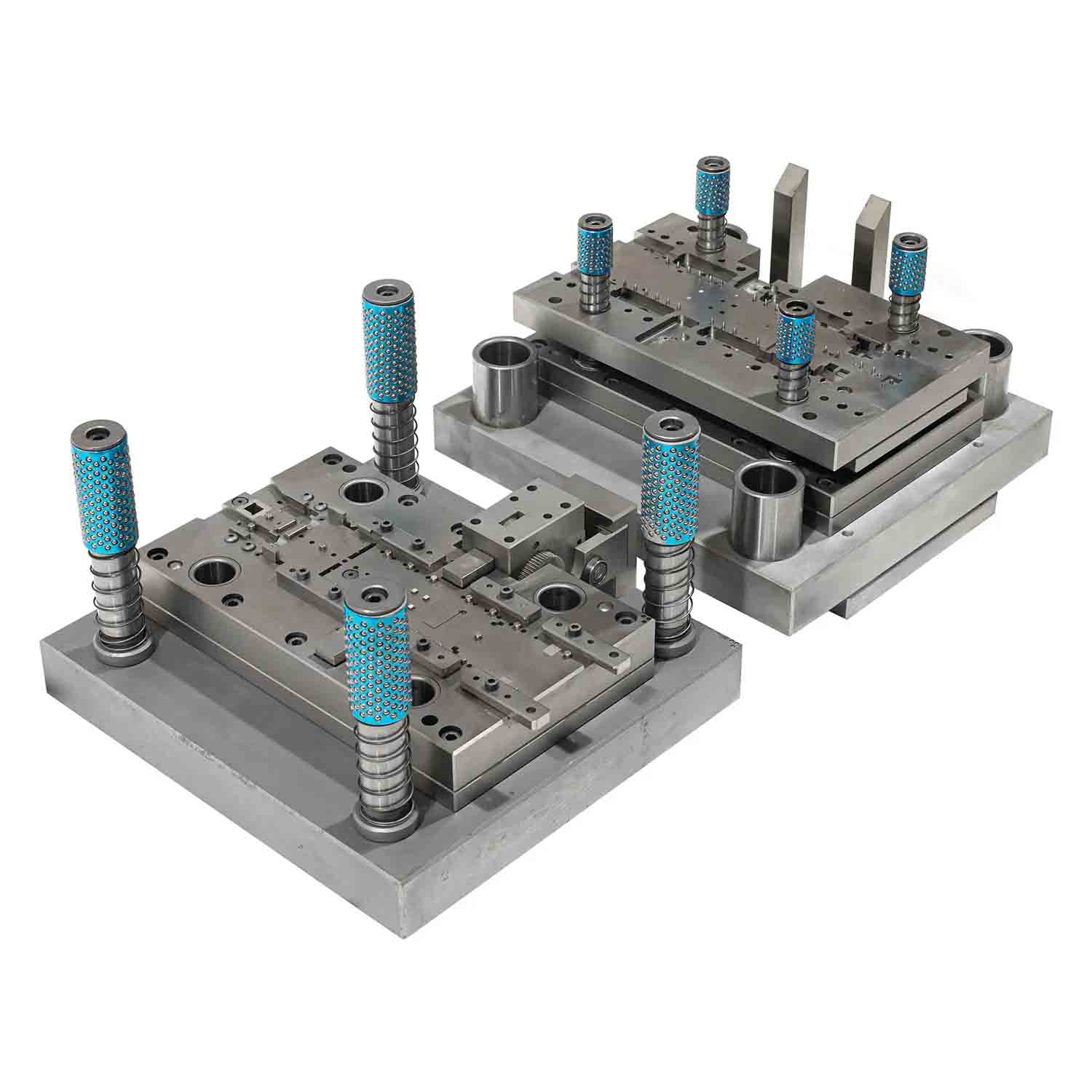
Vlastné kovové razidlá
Vlastné kovové lisovacie matrice od Xiamen Hongyu Intelligent Technology Co., Ltd. sú široko používané v odvetviach, ako sú automobily, lekárska starostlivosť a letecký priemysel, pričom sa špecializujú na výrobu presných foriem pre vysokokvalitné kovové diely. Zvyčajne sa používajú materiály s vysokou pevnosťou, ako je oceľ alebo tvrdá zliatina. Hongyu môže prispôsobiť návrhy podľa špecifických potrieb každého zákazníka.
Odoslať dopyt
Popis produktu
Výroba vlastných lisovacích lisovníc je bežnou priemyselnou spracovateľskou metódou používanou na spracovanie materiálov do špecifických tvarov. Je to veľmi bežný proces pri výrobe masových produktov. Aplikačné scenáre spracovania foriem sú veľmi rozsiahle, od automobilových dielov, letectva až po hardvérové príslušenstvo. Preto sú formy známe aj ako „matka priemyslu“. V Číne má Xiamen Hongyu Intelligent Technology Co., LTD., ako jeden z popredných podnikov na lisovanie kovov, prísnu kontrolu kvality. Prostredníctvom kontroly surovín, kontroly procesu a výstupnej kontroly sme ochotní našim zákazníkom predstaviť tie najlepšie produkty.
Stanovte si plán postupu
Dôležitou súčasťou je formulovanie plánu procesu lisovania kovov. Procesná analýza zahŕňa procesnú analýzu založenú na tvarových charakteristikách, rozmerovej presnosti a požiadavkách na kvalitu povrchu obrobku. V prvom rade je potrebné potvrdiť a vymenovať všetky základné procesy, ktoré sa majú použiť, ako je vysekávanie, dierovanie, ohýbanie, naťahovanie, lemovanie a vydutie.
Na základe procesných výpočtov a požiadaviek na tvarovú a rozmerovú presnosť sa určí počet procesov, ako je počet časov naťahovania pre ťahané diely a počet časov spracovania pre ohýbané diely atď.
Postupnosť spracovania je určená na základe deformačných charakteristík spracovania, požiadaviek na rozmerovú presnosť a prevádzkového komfortu. Napríklad, ak si výrobok vyžaduje razenie aj ohýbanie, mal by sa najskôr raziť a potom ohnúť, alebo najskôr ohnúť a potom vyraziť?
Na základe rôznych faktorov, ako je výrobná dávka, veľkosť, požiadavky na presnosť, progresívna výrobná úroveň lisovania a výrobná kapacita zariadenia, ako je proces zloženého razenia, proces kontinuálneho razenia atď., Vo všeobecnosti sú veľkosériové, nízko presné požiadavky, hrubé materiály a veľkorozmerné produkty vhodné pre jednoprocesovú výrobu. Vysoko presné výrobky sú vhodné na kombinované lisovanie.

Vlastnosti tvarovania
Kovové alebo nekovové materiály sa umiestňujú do kovových razníc a lisovací stroj vyvíja tlak na deformáciu materiálov, čím sa získajú požadované diely. Toto je proces razenia. Technológia lisovania je široko používaná a dokáže spracovať plechy, tyče a nekovové materiály. Spracovanie razením sa vykonáva hlavne pri izbovej teplote.
Výroba foriem vyžaduje nielen vysokú presnosť spracovania, ale aj dobrú kvalitu povrchu spracovávaných dielov. Výrobná tolerancia pracovnej časti bežnej formy musí byť kontrolovaná v rozmedzí ± 0,01 mm a pre niektoré vysoko presné časti musí byť dokonca kontrolovaná na úrovni mikrometrov. Medzitým musí byť drsnosť povrchu pracovnej časti tiež menšia ako 0,4 μm. Presnosť formy určuje presnosť produktu a drsnosť formy určuje drsnosť produktu. Pracovnou časťou raznice na kov je zvyčajne zložitý zakrivený povrch zložený z dvoch alebo troch rozmerov, ktorý má vysoké požiadavky na tvrdosť materiálu. Zvyčajne sa vyrába z materiálov, ako je kalená nástrojová oceľ, aby splnila požiadavky na vysokú intenzitu práce pri opakovanom lisovaní foriem.
Rôzne výkonnostné požiadavky procesov razenia nie sú absolútne, najmä v kontexte rýchleho rozvoja technológie razenia v súčasnosti. Musíme zvoliť primeranú metódu spracovania na základe skutočných nárokov a možností výroby, správne formulovať tok lisovacieho procesu a zvoliť vhodnú štruktúru lisovnice, ktorá by mala spĺňať nielen technické požiadavky, ale aj podmienky procesu lisovania.
Dizajn
Návrh kovových razníc je systematický a komplexný proces zahŕňajúci deformáciu materiálu, mechanické výpočty a presné obrábanie. Napríklad razidlo je razidlo používané na rezanie, vysekávanie alebo dierovanie. Väčšina z nich sa používa v oblastiach, ako je rezanie tesnení a rezanie hardvérových častí. Keďže reznú plochu formy je potrebné opakovane raziť, je potrebné počítať s tepelnou úpravou reznej hrany, ako je jej opracovanie na HRC58-62 stupňov alebo titánové pokovovanie. To môže predĺžiť životnosť formy a znížiť vplyv nadmerných otrepov spôsobených opotrebovaním formy na rezanie príslušenstva.
Hot Tags: vlastné lisovacie formy na kov, Čína, Výrobcovia, Dodávatelia, Továreň, Cenová ponuka, Kvalita
Štítok produktu
Súvisiaca kategória
Lisovanie hliníka
Lisovanie mosadzných dielov
Lisovanie dielov z nehrdzavejúcej ocele
Lisovanie dielov Inconel
Odoslať dopyt
Neváhajte a zadajte svoj dopyt vo formulári nižšie. Odpovieme vám do 24 hodín.